Specification of Rupture Disk Burst Pressure
Joseph F. Ball, PE
Director
National Board Pressure Relief Department
Category : Design/Fabrication
Summary: This article was originally published in the Fall 2011 National Board BULLETIN. (2 printed pages)
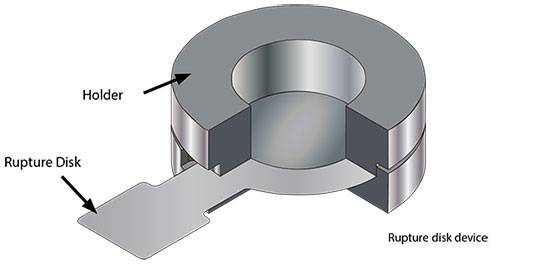
Two common inspection issues reported by inspectors concern correct specifications for rupture disk device burst pressure and ensuring properly matched disk specifications to the pressure vessel being protected. A rupture disk device is a non-reclosing pressure relief device that actuates upon differential pressure across the disk. It consists of two main components: the rupture disk holder which provides the pressure boundary and clamps the disk into position, and the rupture disk (the actuating element).
Rupture disks are replaced after actuation or periodically as part of preventative maintenance or inspection. These devices are manufactured in accordance with provisions of the ASME Boiler and Pressure Vessel Code (ASME B&PV Code), Section VIII. They are certified by the National Board through a program that tests samples for correct burst pressure and flow resistance. Flow resistance is a rating value used to determine pressure drop across the disk, and is used by the system designer to size the disk and relief system.
Pressure vessel users are responsible for proper selection of an appropriate rupture disk device. Inspectors performing an initial installation or inservice inspection must then evaluate that selection.
The following ASME B&PV Code, Section VIII (2010 edition), provides the requirements applying to the evaluation:
- UG-134(a):
“When a single pressure relief device is used, the marked set pressure shall not exceed the maximum allowable working pressure (MAWP) of the vessel.” Multiple pressure relief devices are sometimes used and the code allows for staggered set pressures in those cases, however, for simplicity we will discuss situations where only one device is installed.
- UG-127(a)(1):
“Every rupture disk shall have a marked burst pressure established by the rules of UG-137(d)(3) within a manufacturing design range at a specified disk temperature.” Manufacturing design range (MDR) raises some additional issues discussed later in this article.
- Section VIII, footnote 48 indicates:
“The specified disk temperature supplied to the rupture disk manufacturer shall be the temperature of the disk when the disk is expected to burst.” This is sometimes called the coincident temperature.
Vessel information immediately available to the inspector is the vessel nameplate; possibly the data report. Both provide the MAWP and design temperature. Minimum design metal temperature (MDMT) is also listed.
Problems occur when specifying the disk temperature. Often the vessel’s design temperature is used. In most cases, coincident temperature (temperature that should be used), is not the same as the vessel design temperature, and should in fact be less than the design temperature. Most rupture disk materials are sensitive to temperature (the burst pressure will typically decrease as temperature increases).
When disk manufacturers qualify a disk lot, they use specified coincident temperature (given to them by customers) as the manufacturing specification for the test temperature. Test procedures require a disk to be installed into a test assembly which is placed into a test oven, heated to the coincident temperature, and tested for burst pressure. When that disk is used in service at a lower temperature, the burst pressure is usually higher, and if the disk marked burst pressure was equal to vessel MAWP, it will burst at pressure higher than the MAWP when an overpressure condition occurs. Per item 1 above, set pressure of the pressure relief device should not exceed MAWP at any temperature.
One disk manufacturer supplied a sample of its proprietary data on the effect of temperature on burst pressure for a sample material, where a difference in set pressure for a temperature difference of 100° F could be as much as 10 percent. Therefore, if the specified temperature differed from the temperature of the disk by several hundred degrees when called upon to actuate, the set pressure could be off by as much as 20 percent!
So what is the proper temperature to use for coincident temperature? The next choice is usually normal process temperature. However, upset conditions and normal operation conditions need to be considered. In chemical processing, an overpressure condition can be caused by a runaway chemical reaction, in which case coincident temperature could be higher than the normal process temperature.
When temperature of the process is known during an upset condition, disk position in the system could be such that it does not experience the same temperature as the bulk process temperature. Disk temperature may be based more upon its environment than the temperature of the process fluid.
A recent incident involving a rupture disk pointed out some of these problems. A vessel was rated at 150 pounds per square inch (psi) at 400° F, and a rupture disk was specified with a set pressure of 150 psi at 400° F. The process fluid was mostly steam, and at 150 psi, the saturation temperature of steam is about 366° F. The disk was located on a nozzle on top of vessel and extended from the vessel surface approximately six inches. The nozzle and disk assembly were not insulated. Although actual disk temperature was not known, heat transfer theory tells us disk assembly temperature is somewhere between fluid temperature and atmospheric temperature. The disk could have been operating at as much as 200° F lower than the specified temperature, and the actual burst pressure under those conditions would have been much higher than expected. The vessel may have experienced an overpressure condition, but the disk did not open and the head connection failed. It flew across the plant where the vessel was located, causing significant property damage. Fortunately, no personnel were in the area when the vessel failed, so there were no injuries.
Another problem occurs when the manufacturing design range (MDR) is not considered during ordering of the disks. The code definition of MDR is “a range of pressure within which the marked burst pressure must fall to be acceptable for a particular requirement as agreed upon between the rupture disk manufacturer and user of his designated agent” (Section VIII, footnote 47). Sometimes confused with burst pressure tolerance, the stamped set pressure can vary from the value specified by the user and still be acceptable.
Rupture disk burst pressure is usually rated based upon test values determined during lot qualification. The value marked on the disk would be the test burst pressure average. If that average falls within the MDR, the lot is considered acceptable. Because of small variations between tests, it could be difficult to hit the exact required value. Producing another lot to hit an exact specified set pressure adds cost and time to disk production, but the product quality is not changed. If a customer wants an MDR tighter than the standard value for a particular product, the manufacturer can provide it at additional cost to the user.
An example illustrates the use of MDR
A manufacturer offers a disk design having a standard MDR of +6% to -3% for set pressures greater than 271 psig. A customer orders a disk with a specified burst pressure of 300 psig and standard MDR. When the disk lot is manufactured, the two test burst pressures are 302 and 306 psig, resulting in an average burst pressure of 304 psig. The manufacturer marks the disk set pressure as 304 psig, and has met its contractual requirement because marked set pressure is 1.3% above the specified value (MDR allows 6%). The disk lot meets code tolerances because each test burst is within +/-5% of the marked set pressure. The disk is installed on a pressure vessel with a MAWP of 300 psig. An alert inspector performs an inspection and rejects the disk because marked set pressure exceeds vessel MAWP, which is not permitted per paragraph UG-134(a) of Section VIII.
The customer’s solution is to either specify a disk with a “zero range” which ensures the marked set pressure will equal specified set pressure (but perhaps be more expensive), or specify set pressure so the MDR will never result in a disk with a set pressure that is too high. If the customer had ordered a disk with a specified set pressure of 283 psig, the highest it could have been marked would be 300 psig (6% above the specified set pressure).
Recognizing this potential problem, most manufacturers’ newer designs have MDRs ensuring the marked set pressure can only be equal to or less than specified set pressure. A typical range is -10% and +0%. Older designs often used MDRs like the one above, and the user should be alert to this possibility. This information can be found in catalog literature for each design.
Recommendations to Inspectors When Rupture Disks are Used
- Confirm the marked disk set pressure is equal to or less than the vessel MAWP.
- Look at the marked disk temperature and confirm it has been specified so that it is the temperature of the disk when it is expected to burst, and not the vessel design temperature. Normal operating conditions, upset conditions, and environmental effects should all be considered.
Recommendations to Rupture Disk Users
- Ensure the disk temperature specification has been determined properly and considers normal operating conditions, upset conditions, and environmental effects.
- When specifying a disk, check the MDR so it does not result in a disk stamped greater than the vessel MAWP.
- When ordering replacement disks, supply the previous lot number and specified burst pressure. Disk manufacturers maintain extensive records based upon lot numbers, and the user should always refer back to this information when ordering replacement disks. Specifying only the set pressure marked on an old disk can result in “lot creep” – when each lot has a slightly lower or higher set pressure than the previous lot.